


This article is one that is very close to heart.
Manufacturing is the single biggest driver of my taste for robotics companies (my only robotics angel investment was fully vertically integrated at unit #1!).
Jenson and Sam from Ibis Industries are building up a new generation whole-system-focused manufacturing partner for robotics and other software-powered hardware. They hold an immense wealth of knowledge on how to make complex things well and fast (and they’ve done that before at Anduril, Relativity and AVL).
I was lucky enough to sit down with them to synthesize a tiny field guide for manufacturing at the early stages.
Few moments in the life of a young robotics company are as trajectory-defining as bringing their product from prototype-only to manufacturing-ready.
This is the moment where at the same time:
- the economic viability of your model gets stress-tested
- the design flaws that come from designing-for-testing rather than designing-for-manufacturability get exposed
- your capacity constraints (eg. how many robots can I deliver per unit of time?) are defined, at least for the short term
My hope for this piece is to serve as a little manufacturing field guide for early stage robotics companies. Specifically, throughout the article, I’m going to assume that you’ve taken the choice to mostly or entirely rely on a manufacturing partner (MP) to ship your first units (don’t worry, I have another article in the pipeline for day-zero-vertical-integrators).
Let’s start.
What does a prepared mind look like?
Most roboticists I have met have a deep disconnect with the manufacturing world. Most of them have been concerned for their entire careers with achieving Capability, but now, as they move towards multi-unit manufacturing, it becomes all about Deployability. Here some more on the difference between the two.
The result is usually that roboticists and manufacturers speak a different language and prioritize completely different outcomes. Gaining clarity on a few points before showing up at your first MP meeting will help bridge that language barrier.
First and foremost, you need to know your requirements:
- Your operating environment: indoor/outdoor, temperature, dust/water, vibration. These specs dictate material choices, sealing strategies and connector selections.
- Duty cycles: robots that need to run 20 min/day vs. 20 h/day are two completely different manufacturing problems!
- Regulatory landscape: what certifications do you need your robot to have to avoid any friction during deployments? These need to be mapped early and they connect tightly with how the robots will be put together.
Secondly, your design needs a decent level of mechanical and electrical maturity:
- Tolerance stack-up: modern CAD tools do a good job of propagating tolerances, but often hardware engineers miss the point of what is doable from a machining/assembly perspective
- Fastener strategy, cable routing and harness design: a MP can be very helpful to figure out a definitive solution for these problems, but make sure you have some opinion on what are some of the constraints you’re working with
Lastly, compute:
- Are you still running on dev boards? Do you need custom PCBs? Did you get some quotes? Lead times are usually quite frustrating for PCBs. Size of board, position of connectors and power requirements impact functionality and manufacturability!
- Your firmware and software update path needs to be defined before you ship unit #1. How will field units receive updates? Over-the-air? USB? If you haven’t solved this, your first production batch can become your last because every bug fix requires a truck roll.
- Sensor integration: are you flexible with brands (because all you care about is performance?) or do you have a specific reason to stick to a specific one? Will you integrate more sensors in the future? Do you need your MP to solve for calibration and EoL testing?
The production ladder
I think about the prototype-to-production journey for robotics as a three-step ladder. Each step has a different purpose, different failure modes, and a different definition of success.
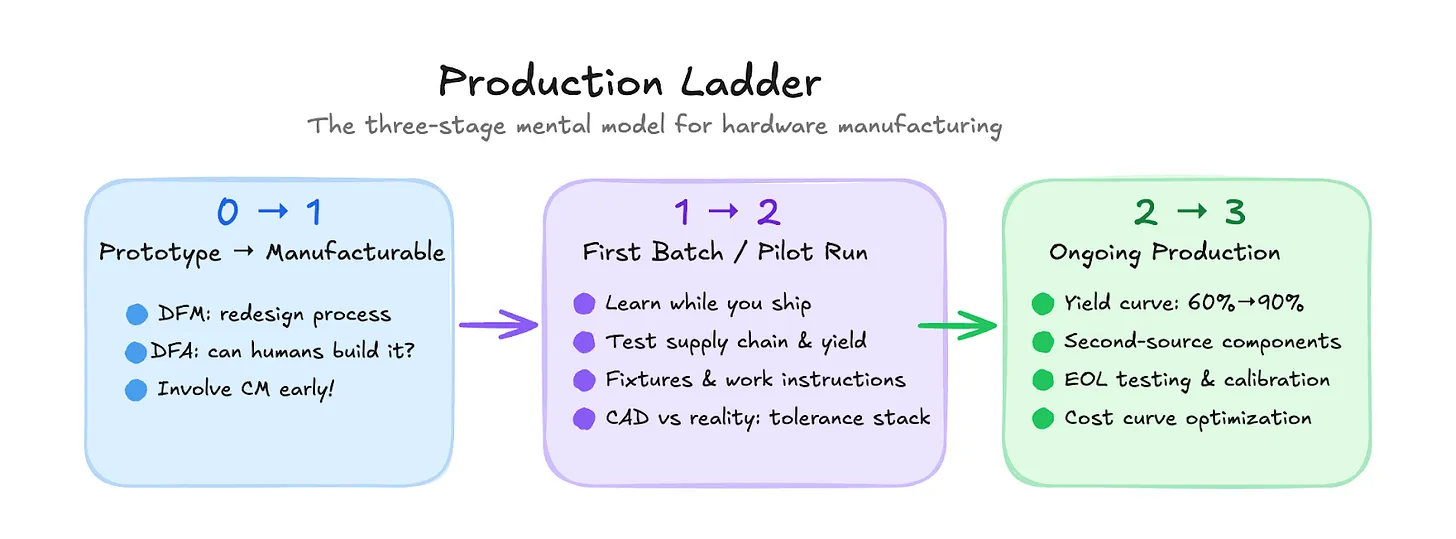
0 → 1: from functional prototype to manufacturable prototype
You should think of this as an almost-complete redesign process.
Design for Manufacturing (DFM) is where you go through every part and ask yourself: can this be made repeatably, at acceptable cost, with available processes?
DFM alone isn’t enough. Design for Assembly (DFA) matters just as much — can a human (and maybe eventually a machine?) build this without acrobatics?
The question that unlocks this stage: can someone who didn’t design this robot build it from your documentation alone?
If the answer is no, you’re not ready. The good news is that a good MP can help you get there.
One of the most common mistakes here is waiting too long to involve a manufacturing partner. The right time is amply before your design is frozen. A good MP will catch things in your CAD that would cost you weeks of rework on the line. They’ll tell you that your beautiful flush-mounted fasteners require a special tool that adds hours of assembly per unit, or that your enclosure design requires a $30K mold when a small tweak would let you use a standard extrusion.
Oh and by the way, your MP needs leeway to help you with your supply chain! If you show up at their doorstep with a fixed list of components and aren’t willing to haggle over brands / suppliers / small performance changes, you’ll limit their ability to inject their experience in your processes.
1 → 2: first batch (pilot run)
The purpose of the first batch is to learn while you generate revenue. You’re not optimizing yet. You’re testing everything at once: supply chain reliability, assembly process, yield rate, cycle time, QC procedures, packaging, and shipping survivability.
What commonly goes wrong in pilot runs:
- Parts that passed inspection individually but don’t assemble together. This is the tolerance stack-up problem coming home to life.
- One component’s lead time becomes the bottleneck for everything. You have 99% of your BOM items on the shelf, but you can’t build a single unit because one connector is 12 weeks out.
- Thermal or vibration issues that appear only after hours of continuous operation. Your prototype ran for 90 minutes during demos while your production unit needs to run for 8 hours.
- Wire harness nightmares. Too short, too stiff, chafing on sheet metal edges. This is the single most common production issue in early-stage robotics.
- Missing fixtures and jigs. Unsexy, but this is what separates repeatable manufacturing from artisanal hand-building. A simple fixture that holds the chassis at the right angle while a technician installs a subassembly can cut that step’s cycle time in half!
- Incomplete work instructions. Your engineers know how to build the robot because they designed it. Now that they won’t be in the room while your units come together, a proper Bill of Process (step-by-step, with photos, torque specs, and acceptance criteria) is not optional anymore.
Solving all of the above will help you with the next step of the ladder
2 → 3: from first batch to ongoing production
Just to set expectations: 95% of robotics companies are already out of business at this point. Manufacturing isn’t always the reason (getting your product to work in the first place, PMF and getting out of the pilot plateau are already hard enough problems) but it often concurs in all of the other cruxes that you’ll need to go through.
This is where the yield curve of your process needs to flatten. Getting from 60% yield to 90% yield is the real grind and it’s where the cost structure of your business gets defined.
Supply chain maturity becomes critical:
- You need second sources for every critical component, because a single-source part with a 16-week lead time will shut your line down eventually.
- You need to decide what to stock, what to JIT, and what to redesign around entirely if the supply chain is fragile.
Test and QC at scale is its own discipline:
- Setting up true end-of-line testing: functional tests, calibration procedures for sensor-heavy robots, burn-in cycles.
- This is the investment that protects your reputation.
- The question to ask: what to automate in testing vs. what to keep manual? Automate the things that need to be consistent across every unit. Keep manual the things that require judgment (visual inspection of cosmetic surfaces, final integration checks).
The cost curve follows a staircase pattern, not a smooth line. The step-function reductions come from specific decisions: tooling amortization across larger batches, volume pricing on components, process optimizations that eliminate manual steps, and custom PCB integration that consolidates multiple boards into one. That last one can reduce component costs by 20%, but only after you have the volume to justify the NRE. Don’t rush it!
At this point you may have already brought in-house at least some parts of the production. The economics may just make it a no-branier to do so. Yet, for teams that do not consider manufacturing their forte, strong relationship with a MP that builds some of your subassemblies can allow you to focus on shipping the next product.
Common mistakes : a manufacturer’s greatest hits of founder mistakes
Jenson and Sam, who co-authored this article, are running a kickass manufacturing operation that focuses exactly on the issues we laid out above.

Their top 2 mistake chart (for severity and frequency) is:
Ignoring serviceability and repairability. This is the one I often see as well from my side of the table. Your robot will break in the field, it’d be delusional to think otherwise. The question is: can a field technician diagnose and fix it in 30 minutes, or does it need to come back to HQ? Proper documentation, modular subassemblies that can be swapped without disassembling half the robot, access to spare parts, and clear troubleshooting guides shouldn’t be afterthoughts. The companies that get this right have dramatically better fleet uptime and gross margins.
- Questions that stem from this are: how are you building your internal field ops team? Can the customer be its own technician (for certain issues) if armed with enough remote guidance and spare parts? Can system integrators / repair shops in the deployment area cover some of your repair surface?
“I want my engineers to build their designs so they will learn.” The intention is good but the result is almost always bad: engineers staying up 20 hours a day to hit a deadline, zero documentation because they’re under too much pressure, and, critically, they’re not the best at building, so they don’t actually learn what they think they’re learning.
- The better route: have the build run by highly skilled technicians, with your engineers embedded alongside them. The engineers learn from people who build things for a living and the feedback about what’s hard to assemble, what’s fragile, what’s poorly toleranced actually gets incorporated into the next revision.
Now get into it
If you don’t choose to be heavily vertically integrated from day one, your manufacturing partner will be an extension for your team during the first units and you should treat them as such:
- Give them resources, not only constraints: make sure you show up with a prepared mind and with the right level of flexibility
- Expect from them opinionated takes on how to bring forward your system’s manufacturing project
- Communicate frequently, visit the site, build relationships
- Don’t obsess over NDAs and IP protections (unless you’re out west) because a MP’s reputation is already their most valuable assets